
Для обеспечения длительного хранения продуктов в герметичной потребительской таре необходимо осуществить пастеризацию или стерилизацию, в результате чего прекращается жизнедеятельность микроорганизмов.
Тепловая обработка продукции при температуре до 100 °С называется пастеризацией и осуществляется при атмосферном давлении. Тепловая обработка при температуре свыше 100 °С называется стерилизацией. Для того чтобы не было разгерметизации банок под действием развивающегося внутреннего давления, этот процесс проводится при избыточном давлении, которое создается водой, паром или паровоздушной смесью.
Температуру и продолжительность тепловой обработки устанавливают в зависимости от вида микроорганизмов и их спор, кислотности продукта, химического состава консервов, условий проникновения тепла и размера банки.
Уровень стерилизации U (мин/с) в аппаратах периодического действия условно выражается формулой
U =(t1 + t2 + t3)/t,
где t1 – продолжительность нагрева, мин; t2 – продолжительность стерилизации, мин; t3 – продолжительность охлаждения, мин; t – температура стерилизации, °С.
При прогреве консервов в течение времени А внутри банки увеличивается давление. Необходимое противодавление, которое следует создать, чтобы предупредить разрушающую деформацию, должно быть равно или больше давления в банке p2, уменьшенного на допустимую разницу давлений Dр2. Для жестяных банок допустимая разница давлении установлена экспериментально и не должна превышать: для банок диаметром 72,8 мм – 0,14 МПа; 83,4 мм – 0,11 МПа; 99 мм – 0,09 МПа и 153,1 мм – 0,04 МПа.
Давление внутри банки р2 (кПа) определяется в виде
,
где pn¢ и pn² – парциальное давление водяного пара при температуре укупоривания и стерилизации, кПа; p1 и р2 – давление в банке во время ее укупоривания и во время стерилизации, кПа; V1 и V2 – объем пространства в банке, не заполненного продуктом (объем воздуха), до и во время стерилизации, м3; t1 и t2 – температура продукта и воздуха (паров) в банке во время укупоривания и стерилизации, °С.
Стерилизаторы периодического действия обычно называют автоклавами. Они бывают вертикальными и горизонтальными. Широкое применение на консервных заводах в нашей стране получили вертикальные автоклавы с неподвижной корзиной. Для интенсификации процесса прогрева и обеспечения равномерного проникновения теплоты к центру банки на отдельных заводах применяют горизонтальные автоклавы с вращающимися корзинами.
Автоклавы Б6-КАВ-2 и Б6-КАВ-4 (табл. 15.7) предназначены для стерилизации герметически укупоренных банок с продуктом при температуре свыше 100 °С.
Автоклав Б6-КАВ-2 (рис. 15.38) состоит из корпуса 3, крышки 4, корзин 10, штуцера 9 для подключения регулятора, арматуры для соединения с магистралями пара, воды, воздуха и для спуска конденсата.
Сварной корпус автоклава состоит из цилиндрических обечаек толщиной 6 мм и днища толщиной 8 мм. На корпусе установлены манометр 8, термометр 7 и датчики регулятора. Внизу корпуса расположены паровой барботер 11 и сливной патрубок со стаканом.
Фланцы крышки и корпуса прижимаются один к другому с помощью быстродействующего зажима 2, состоящего из пятнадцати секторных захватов, укрепленных на кольце из пружинной полосовой стали, и рычажной системы для стягивания и разведения поясного зажима. На крышке имеются штуцера для предохранительного клапана 5 и пробно-спускного крана 6.
Крышка имеет уравновешивающее устройство 1, облегчающее открывание и закрывание ее.
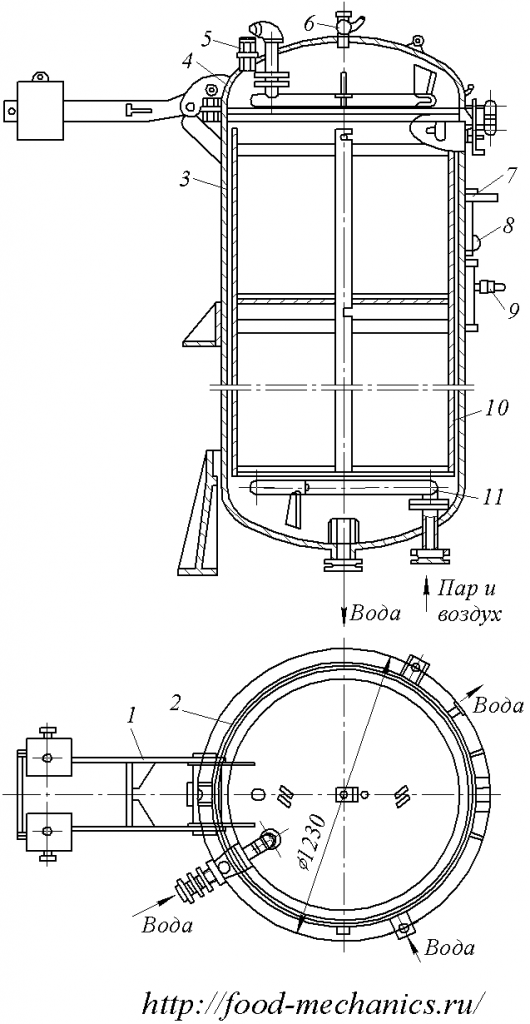
Рис. 15.38. Автоклав Б6-КАВ-2
Наполненные банками корзины устанавливаются в автоклаве одна на другую, после чего крышка закрывается. Сосуд заполняется водой, а через барботер подается пар. Воздушным компрессором создается и поддерживается в системе постоянное давление. По истечении времени, необходимого для стерилизации, пар и горячая вода постепенно вытесняются из аппарата поступающей холодной водой. После охлаждения корзины с банками выгружаются из аппарата.
В табл. 15.7 показана техническая характеристика автоклавов, предназначенных для стерилизации герметически упакованных банок с продуктом при температуре свыше 100 °С.
Автоклав для вытопки свиного жира из мездры и жира из кости (рис. 15.39) имеет внутренний цилиндрический корпус 8 с эллиптическим днищем 13. К верхней кромке корпуса приварен плоский фланец. Корпус закрывается эллиптической крышкой 5, которая установлена на оси и уравновешена противовесом 2. Автоклав герметизируют резиновой прокладкой, уложенной в пазу фланца крышки, которая прижимается откидными болтами 7. Паровую рубашку образует наружный корпус 9 с эллиптическим днищем 14. Пар в рубашку подается через трубу, имеющую вентиль 16, предохранительный клапан 1 и манометр. Конденсат сливается через трубу 12.
Таблица 15.7. Техническая характеристика автоклавов
| Показатель | Б6-КАВ-2 | Б6-КАВ-4 |
| Объем автоклава, л | 1570 | 2750 |
| Внутренний диаметр, мм | 1000 | 1000 |
| Рабочее избыточное давление в автоклаве, МПа | 0,35 | 0,35 |
| Число погружаемых корзин | 2 | 4 |
| Габариты, мм: | ||
| ширина | 1350 | 1350 |
| длина | 2200 | 2200 |
| высота: | ||
| с закрытой крышкой | 2750 | 4200 |
| с открытой крышкой | 3350 | 5000 |
| Масса, кг | 2370 | 3534 |
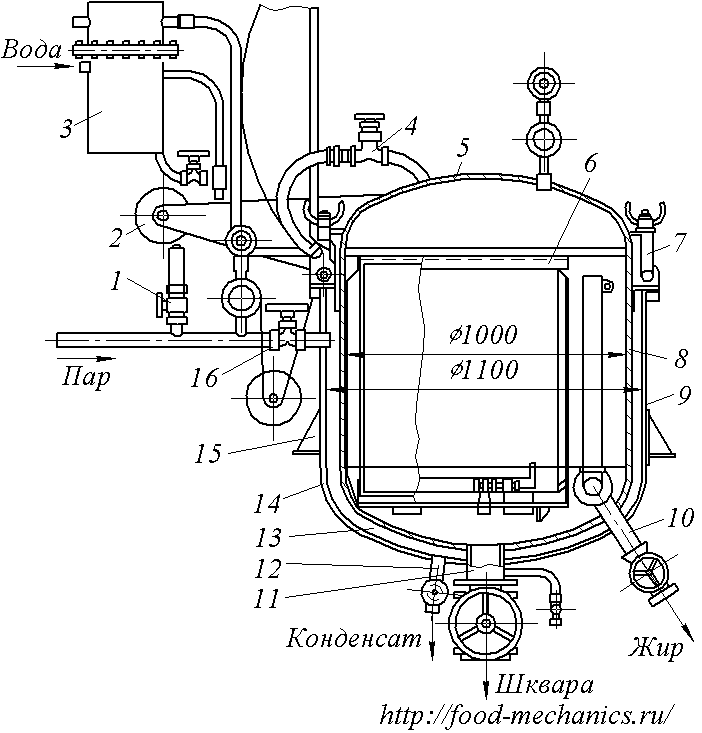
Рис. 15.39. Автоклав для вытопки жира
Для отвода паров, образовавшихся при тепловой обработке продукта, а также для снятия давления внутри автоклава по окончании процесса служит патрубок с вентилем 4. Патрубок соединен с конденсатором смешения 3. Кость в котел загружают с помощью выемной корзины 6 вместимостью 0,4 м3. Жир сливается через шарнирно закрепленную трубу и патрубок 10, а шквара удаляется через центральную трубу 11 в днище.
Техническая характеристика автоклавов для вытопки жира показаны в табл. 15.8.
Пастеризаторы. Для пастеризации отдельных видов консервов используют ленточные или конвейерные аппараты, у которых транспортирующий механизм перемещает продукцию в банках или бутылках через тоннель, разделенный на три зоны: подогрева, пастеризации и охлаждения.
Пастеризация жидких продуктов (соков, пюре и т. п.) может осуществляться в специальных проточных пластинчатых или трубчатых установках, в которых продукт последовательно прокачивается через три секции: подогрева, пастеризации или стерилизации и охлаждения. Для пастеризации молока и молочных продуктов применяют емкостное оборудование периодического действия, установки на базе пластинчатых и трубчатых аппаратов и комбинированное оборудование. В емкостном оборудовании в качестве теплоносителя служат пар и горячая вода. В зависимости от конструкции оборудование бывает с электрическим нагревом теплоносителя и без него.
Пастеризационная установка А2-КПО (рис. 15.40) предназначена для непрерывной пастеризации и охлаждения с тепловым эксгаустированием томатного сока в трехлитровых банках в непрерывном потоке.
Таблица 15.8. Техническая характеристика автоклавов для вытопки жира
| Показатель | К7-ФВ-2В | К7-ФА2-Ж |
| Производительность, кг/ч | 300…400 | 100 |
| Вместимость геометрическая, м3 | 2,5 | 0,75 |
| Число корзин | 3 | 1 |
| Давление рабочее в аппарате, МПа | 0,5 | 0,3 |
| Расход, кг/ч: | ||
| воды | 560 | 350 |
| пара | 100 | 40…50 |
| Открывание (закрывание) крышки | Механическое | |
| Габаритные размеры, мм: | ||
| котла | 3260´2990´2785 | – |
| автоклава | – | 1803´1250´2255 |
| Масса, кг: | ||
| котла | 1445 | – |
| автоклава | – | 703 |
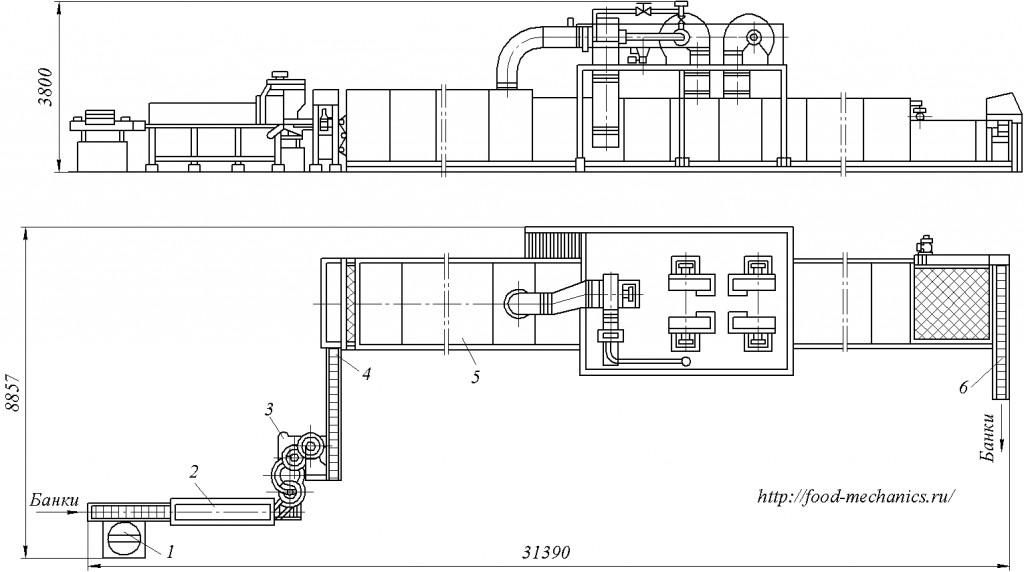
Рис. 15.40. Пастеризационная установка А2-КПО
Установка состоит из наполнителя 1 для трехлитровых банок, эксгаустера 2 (АГ-КПО/3), закаточной машины 3, подающего конвейера 4 (А2-КПО/2), пастеризатора-охладителя 5 (А2-КПО/1), выгрузочного конвейера 6.
Эксгаустер 2 предназначен для теплового эксгаустирования (прогрев паровоздушной смеси в незаполненном пространстве банки) сока с целью снижения давления в банке и ликвидации брака от срывания крышек. Он представляет собой камеру нагрева с пластинчатым конвейером, с каждой стороны которого находится по шесть ламп инфракрасного излучения типа КГ 220-1000-6У4. Подающий конвейер передает банки с соком от закаточной машины на транспортерную сетку пастеризатора-охладителя. Над конвейером имеется толкатель, который перемещает ряд из 10 банок на транспортную ленту.
В камере пастеризации банки обдуваются снизу горячим воздухом.
Камера комбинированного охлаждения состоит из двух участков: охлаждение банок воздухом и охлаждение банок водой (душирование) при температуре 20…25 °С. Охлажденные банки переходят на выгрузочный транспортер, которым направляются на дальнейшую обработку.
Техническая характеристика установки А2-КПО
Производительность, л/ч (банок/мин)………………………………. 4500 (25)
Давление пара, МПа………………………………………………………. 0,3…0,5
Расход пара, кг/ч……………………………………………………………. 178
Расход воздуха, м3/мин:
в зоне нагрева………………………………………………………….. 10 000
в зоне охлаждения……………………………………………………. 40 000
Расход воды, м3/ч…………………………………………………………… 3
Продолжительность обдувания банок, мин:
горячим воздухом……………………………………………………. 30
цеховым воздухом……………………………………………………. 20
Продолжительность эксгаустирования, мин…………………….. 0,3
Установленная мощность, кВт:
электродвигателей…………………………………………………… 36,5
ламп……………………………………………………………………….. 10
Габаритные размеры, мм…………………………………………………. 26 150´6110´3806
Масса, кг………………………………………………………………………. 24 500
Трубчатая пастеризационная установка Т1-ОУН (рис. 15.41, а) предназначена для нагревания молока. В установке трубные панели изготовлены из нержавеющей стали. Они имеют выфрезерованные каналы, соединяющие торцы труб попарно. Входная и выходная трубы выведены из цилиндров наружу в виде патрубков со штуцерами. В торцах цилиндров установлены плотно привернутые крышки с резиновыми уплотнениями, создающими герметичность и изолирующими каналы один от другого. Нагнетаемая насосом жидкость попадает в первую трубу 3, затем через угольник 4 в канал, перемешивается, переходит в следующую трубу, снова в канал и т.д., пока последовательно не пройдет по всем трубам 12, 14, 15 и 19. В паровых рубашках цилиндров на входе установлены перфорированные пластины-отражатели пара. Цилиндры смонтированы на подставке из труб. Для регулирования по высоте в нижней части подставки предусмотрены регулирующие винты. Регулирование температуры пастеризации и ее автоматическое поддержание в заданных пределах осуществляются регулятором прямого действия 13 типа РТ. Для того чтобы не пропустить непастеризованный продукт на последующую обработку, на выходе из верхнего цилиндра пастеризатора предусмотрен перепускной клапан 11. Команда на автоматический перепуск подается с пульта управления 26 от манометрического термометра. На паропроводе перед входом пара в рубашки цилиндров пастеризатора установлены манометры 21 и 25, предохранительные клапаны 20 и паровые вентили 18. В паропроводе верхнего цилиндра смонтирован регулятор температуры. Вывод конденсата осуществляется конденсатоотводчиками 2 из каждого цилиндра в отдельности через трубы 5 и 6.
Молоко нагнетается из накопительной емкости с помощью двух электронасосов 1, последовательно соединенных молокопроводом 7…10 и 24 с цилиндрами пастеризатора 17, в нижний цилиндр пастеризатора. Там оно подогревается до 50…60 °С, переходит в верхний цилиндр, где пастеризуется при температуре 80…90 °С. Цилиндры 17 обогреваются паром. При нарушении технологического режима чувствительный элемент дистанционного манометрического термометра, который погружен в поток горячего молока, выходящего из пастеризатора, подает сигналы через пульт на пропускной клапан. Он срабатывает и направляет молоко на вторичную пастеризацию. В процессе пастеризации давление в молокопроводе контролируется манометром с мембранным разделителем. Давление пара на входе в паровые рубашки обоих цилиндров измеряется манометрами для пара, установленными с помощью патрубка 16, фланца 22 и тройника 23. Температура пастеризованного молока на выходе из аппарата регистрируется манометрическим термометром ТКП-160 Сг. Подача пара в зависимости от изменения температуры молока автоматически регулируется прибором РТ.
Инжекционный стерилизатор применяют для асептического консервирования, при котором продукт подвергается кратковременной стерилизации при высоких (до 140 °С) температурах. Затем он быстро охлаждается и фасуется в асептических условиях.
Стерилизацию проводят в пластинчатых или трубчатых теплообменниках, а также в пароконтактных стерилизаторах. В этих аппаратах продукт смешивается с инжектируемым паром высокого давления и затем его охлаждают в вакуум-камере. Преимуществами таких стерилизаторов являются отсутствие пригорания продукта, значительное сокращение продолжительности нагрева по сравнению с пластинчатыми теплообменниками. Охлаждение продукта в вакуум-камере происходит почти мгновенно.
Принципиальная схема инжекционного стерилизатора показана на рис. 15.41, б. Продукт насосом 1 нагнетается в инжекционную головку 2, в которой он смешивается с острым паром, проходящим через отверстие 3. Благодаря интенсивному перемешиванию мешалкой, установленной на валу 4, продукт равномерно нагревается до температуры, соответствующей давлению пара. При этой температуре продукт находится в трубке 5 необходимое для стерилизации время.
После вторичного перемешивания мешалкой 6 продукт поступает в вакуум-камеру 9 через обратный клапан 7. За счет резкого сброса давления происходит самоиспарение воды из продукта и охлаждение его до 35…37 °С. Образовавшиеся в вакуум-камере 9 вторичные пары по трубе 8 направляются в конденсатор, соединенный с вакуум-насосом.
Продукт по барометрической трубке 10 перемещается к продуктовому насосу 11 и нагнетается им в наполнитель или асептическую емкость.
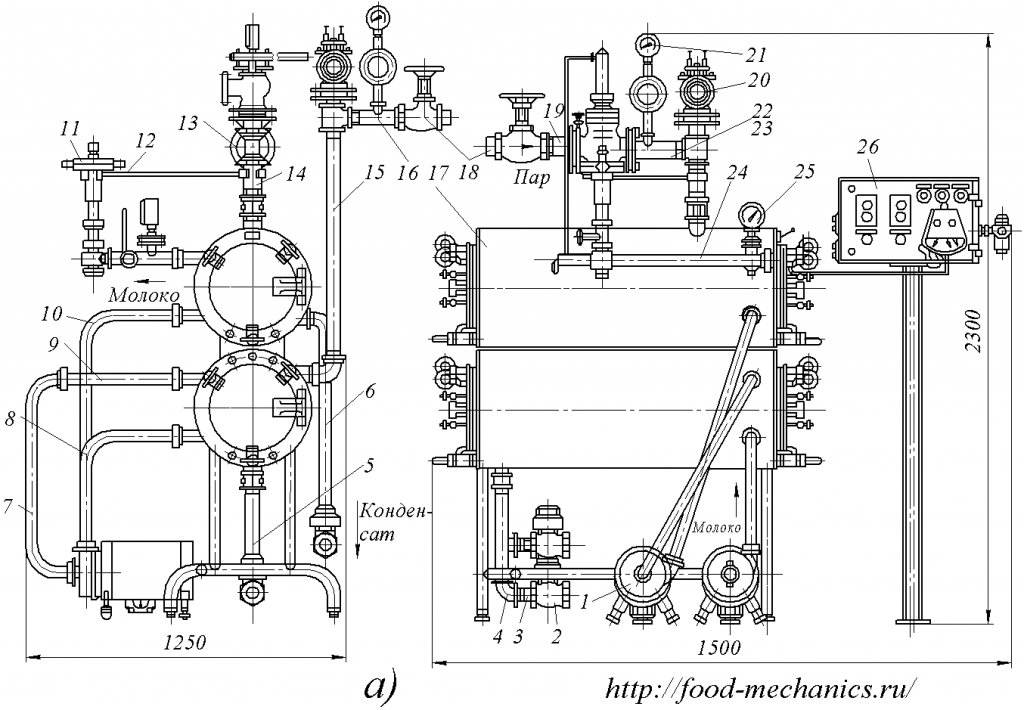
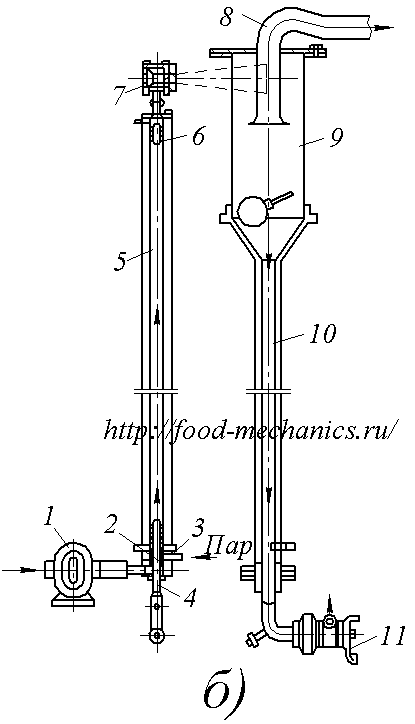
Рис. 15.41. Трубчатая пастеризационная установка Т1-ОУН
Таблица 15.9. Техническая характеристика трубчатых пастеризаторов
| Показатель | Т1-ОУН | А1-ОТЛ | Т1-ОУТ | А1-ОТЛ-10 |
| Производительность, л/ч | 5 000 | 5 000 | 10 000 | 10 500 |
| Температура, °С: | ||||
| молока начальная | 10 | 10 | 10 | 10 |
| пастеризации | 80…90 | 80…90 | 80…90 | 80…90 |
| Давление пара перед приборами регулирования, МПа | 0,3…0,4 | 0,3…0,4 | 0,3…0,4 | 0,3…0,4 |
| Расход пара, кг/ч | 700 | 640 | 1500 | 1300 |
| Поверхность теплопередачи, м2 | 4,5 | 4,4 | 9 | 9 |
| Максимально допустимый напор молока на входе из трубчатого аппарата при номинальной производительности, м вод. ст. | 12…14 | 14 | 8 | 8 |
| Установленная мощность, кВт | 3 | 1,5 | 4 | 1,5 |
| Габаритные размеры, мм |
1500´1300´
´2150 |
1500´1400´
´2150 |
1500´1250´
´2300 |
1500´1400´
´2300 |
| Масса, кг | 400 | 450 | 670 | 640 |
Температура стерилизации регулируется давлением и количеством острого пара, подаваемого в инжекционную головку.
Техническая характеристика трубчатых пастеризаторов представлена в табл. 15.9.
Установка А1-ОТЛ-5 отличается от вышеописанных тем, что на теплопередающих трубах создает шероховатость (накатку). Это снижает гидравлическое сопротивление, увеличивает теплопередачу, уменьшает образование молочного камня и пригара белка. Кроме того, для удобства обслуживания и повышения надежности работы системы автоматизации установка А1-ОТЛ-5 комплектуется уравнительным приемным баком с поплавковым регулятором уровня.
Особенностью конструкции установки А1-ОТЛ-10 является наличие регенератора, выполненного по типу теплообменника «труба в трубе». Он служит для частичного подогрева исходного молока и вывода конденсата. Нагреваемый продукт подается по внутренней трубке, конденсат течет противотоком в кольцевом зазоре теплообменника. Кроме того, трубчатый теплообменный аппарат представляет собой три рабочих цилиндра, смонтированные на подставке с уклоном относительно уровня пола.
Емкость универсальная Т2-ОТ2-А (рис. 15.42, а) предназначена для тепловой обработки молока и сливок при выработке топленого молока, ряженки, сметаны, кефира, смеси мороженого и других молочных продуктов. Она представляет собой трехстенный цилиндрический вертикальный сосуд на опорах и состоит из внутренней нержавеющей ванны 1, заключенной в корпус 2 и наружную обшивку 3. Под внутренней ванной размещена парораспределительная головка 4, к которой через трубопровод подводится пар. Патрубок для слива воды из межстенного пространства выведен вниз. К нему присоединены вентиль и трубопровод подачи холодной воды. Переливная труба служит для поддержания постоянного уровня воды в межстенном пространстве. Она присоединена к канализации с помощью воронки.
Через кран диаметром 50 мм готовый продукт сливают. Термометр служит для контроля температуры продукта. Крышка емкости состоит из двух половин, одну из которых можно поднимать и опускать вручную. Вторая половина крышки прикреплена к корпусу ванны тремя болтами. Емкость установлена на трех расположенных по окружности опорах и крепится фундаментными болтами.
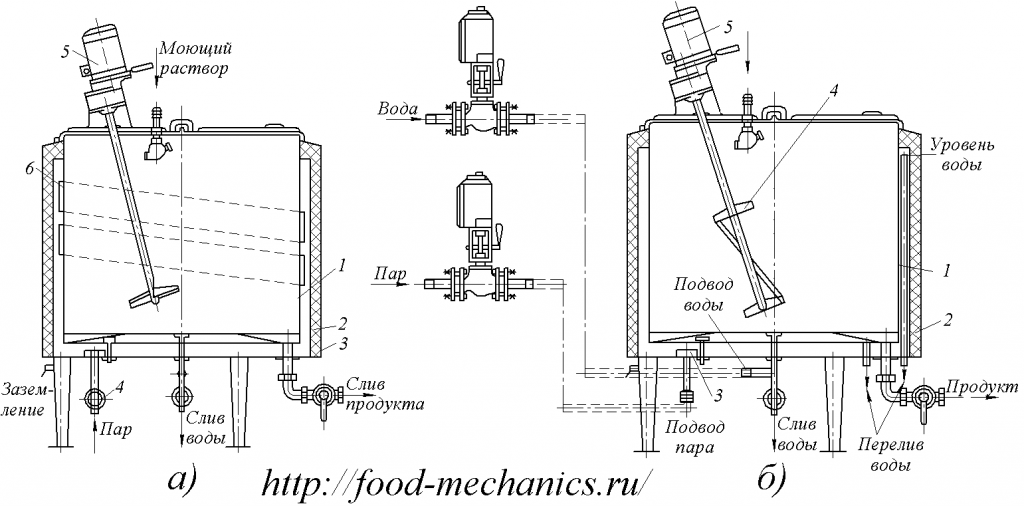
Рис. 15.42. Емкостное оборудование для тепловой обработки
Продукт нагревается пароводяной смесью. Для улучшения теплообмена продукт перемешивается мешалкой 5, вращающейся от привода. Для охлаждения продукта межстенное пространство заполняют ледяной водой.
Кроме того, в верхней части внутренней ванны приварен по спирали змеевик 6, служащий для охлаждения продукта рассолом температурой от –6 до –10 °С при давлении не более 0,1 МПа.
Пастеризационная ванна Г6-ОПА-600 (Г6-ОПБ-1000) состоит из внутренней ванны 1, двух электромагнитных вентилей и шкафа управления (рис. 15.42, б).
Под внутренней нержавеющей ванной, заключенной в двустенный наружный корпус 2, размещена парораспределительная головка 3, к которой через трубопровод поступает пар. Для слива воды из межстенного пространства в наружном днище предусмотрен патрубок с вентилем. Переливные трубы служат для поддержания уровня воды в межстенном пространстве. Крышка ванны состоит из двух половин, одну из которых легко поднимать и опускать вручную. При подъеме половины крышки через конечный выключатель отключается привод мешалки. Вторая половина крышки прикреплена к корпусу ванны тремя болтами. Ванна установлена на трех опорах под углом 120° и прикреплена к фундаменту с помощью анкерных болтов.
Ванна заполнятся продуктом до уровня сигнализатора. Продукт перемешивается мешалкой 4, вращающейся от привода 5. Готовый продукт сливают через молочный кран. Температура продукта и воды в межстенном пространстве контролируется термометрами.
Нагрев продукта достигается за счет нагрева холодной воды в межстенном пространстве с помощью пара. Для улучшения теплообмена продукт перемешивается мешалкой. Для охлаждения продукта межстенное пространство ванны заполняют охлажденной водой. Поддержание постоянной температуры пастеризации и охлаждения, включение в работу мешалки выполняются автоматически или вручную. Аналогичные конструкцию и принцип действия имеет пастеризационная ванна ВПУ-500.
В пастеризационных ваннах с электрическим нагревом встроены ТЭНы, управляемые терморегуляторами. Продолжительность нагрева контролирует реле времени. В остальном эти ванны практически не отличаются от описанных выше. Их техническая характеристика приведена в табл. 15.10.
Таблица 15.10. Техническая характеристика емкостного пастеризационного оборудования
| Показатель | ВДП-300 | В1-ВД2-П | Г2-ОТ2-А | Г6-ОПА-600 |
| Рабочая вместимость, м3 | 0,3 | 0,35 | 1 | 0,6 |
| Частота вращения мешалки, с-1 | 2,6…2,7 | 3 | 3 | 3 |
| Поверхность теплообмена, м2 | 2 | 2,3 | 5 | 3,5 |
| Установленная мощность, кВт | 0,6 | 0,75 | 0,75 | 0,75 |
| Габаритные размеры, мм |
1288´925´
´1370 |
1300´1030´
´1900 |
1569´1520´
´2045 |
1520´1440´
´1690 |
| Масса, кг | 165 | 187 | 520 | 485 |
Продолжение таблицы 15.10
| Показатель | Г6-ОПА-1000 | ВПУ-500 | ВПЭ-300 |
| Рабочая вместимость, м3 | 1 | 0,5 | 0,3 |
| Частота вращения мешалки, с-1 | 3 | 0,25 | 3 |
| Поверхность теплообмена, м2 | 5,1 | 2,5 | 2 |
| Установленная мощность, кВт | 0,75 | 0,75 | 19 |
| Габаритные размеры, мм | 1520´1440´2045 | 1615´1030´1220 | 1050´900´1800 |
| Масса, кг | 575 | 350 | 200 |
| Рис. 15.43. Электропастеризатор А1-ОПЭ-250 |
Электропастеризатор А1-ОПЭ-250 с инфракрасным нагревом (ИК) (рис. 15.43) предназначен для пастеризации молока и его обеззараживания от возбудителей туберкулеза. Этот аппарат используют на малых молочных фермах с поголовьем до 100 коров. Он состоит из бака-накопителя 11, насоса 10, пластинчатого регенератора-охладителя 3 со смотровым стеклом 4. Секции ИК-нагрева 2 представляют собой набор кварцевых трубок, последовательно соединенных металлическими переходниками. Внутри трубок циркулирует обрабатываемое молоко. На каждой трубке имеется электронагреватель (кварцевая трубка большого диаметра с обмоткой из нехромового провода). В комплект установки входит трехходовой клапан 1, вентиль 5, трехходовые краны 8 и затвор 9. В правой верхней части размещен пульт управления 6. Электропастеризатор смонтирован на раме 7. Режим работы аппарата ручной и полуавтоматический. Техническая характеристика электропастеризатора приведена ниже.
Техническая характеристика электропастеризатора А1-ОПЭ-250
Производительность, л/ч……………………………………………………….. 250
Температура, °С:
молока начальная……………………………………………………………. 10…35
пастеризации………………………………………………………………….. 81±2
конечная молока при охлаждении ледяной водой………………. 4…6
Продолжительность обработки в секции ИК-нагрева, с……………. 2…4
Габаритные размеры, мм………………………………………………………… 1600´800´1500
Масса, кг……………………………………………………………………………… 300
Технологический процесс состоит из следующих последовательных этапов: стерилизация гидросистемы, пастеризация молока, мойка гидросистемы растворами щелочи и кислоты с промежуточным ополаскиванием водой.
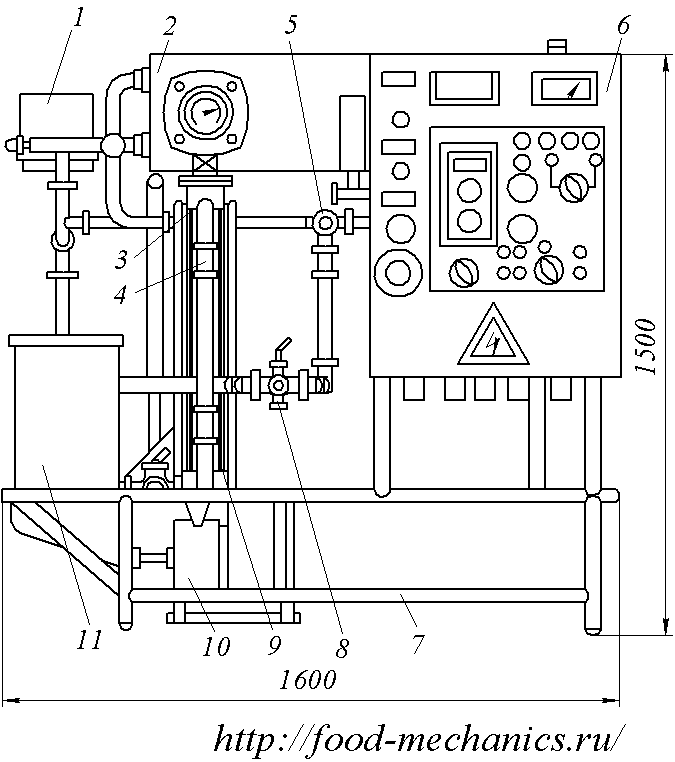
Рис. 15.43. Электропастеризатор А1-ОПЭ-250
Свежие комментарии