
В настоящем параграфе описаны примеры конструктивного исполнения и принципов действия заверточных машин с однопозиционной заверточной камерой, многопозиционными роторами и путевыми подгибателями.
Заверточная машина для сахара-рафинада ПЗР относится к однопозиционным машинам. Она предназначена для завертывания двух кусков прессованного сахара-рафинада.
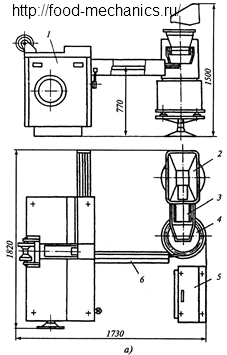
Рис. 28.8. Машина ПЗР для завертывания сахара-рафинада: а – общий вид; б – принципиальная схема
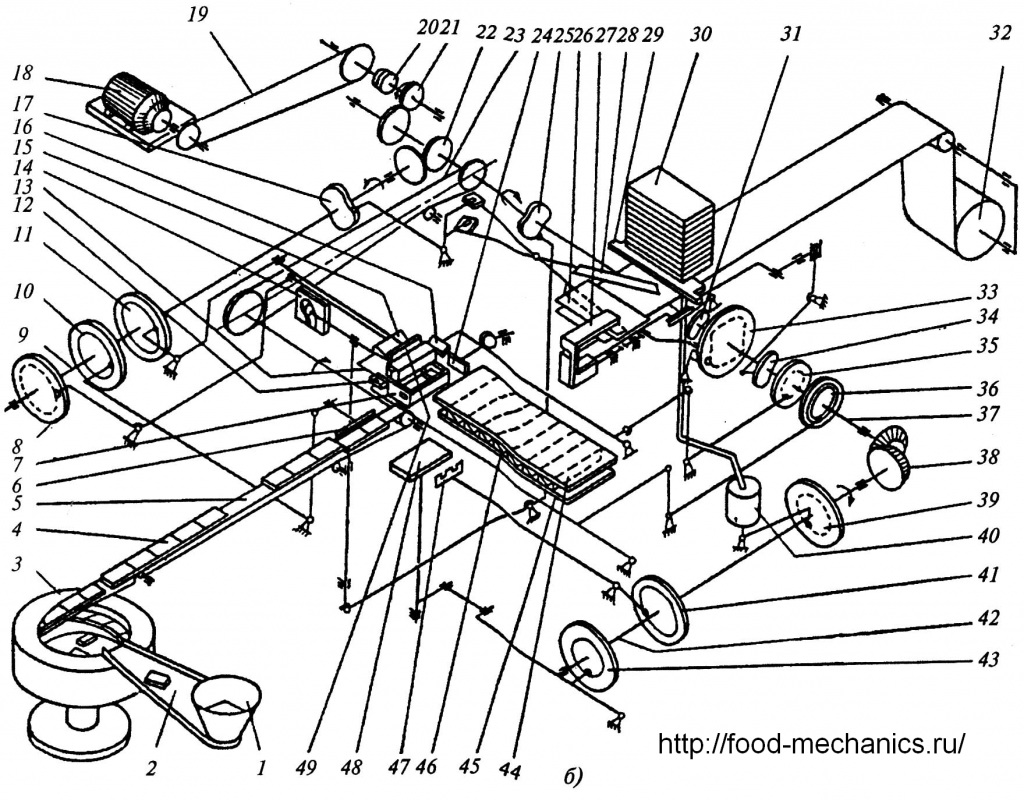
Рис. 28.8. (Продолжение)
Машина 1 (рис. 28.8, а) снабжена автоматическим питателем, состоящим из загрузочного бункера 2 с вибролотком 3, вибрационного ориентатора 4 и конвейера 6 для подачи ориентированных кусков сахара на завертывание. Пульт управления 5 машины устанавливается отдельно.
Машина (рис. 28.8, б) приводится в движение электродвигателем 18, который через клиноременную передачу 19, фрикционную муфту 20 и зубчатую передачу 21 связан с главным кулачковым валом 37. Главный кулачковый вал коническими зубчатыми передачами 22 и 38 связан с левым 9 и правым 42 кулачковыми валами. На валах укреплены кулачки, являющиеся приводными звеньями исполнительных механизмов. Кулачки имеют двойной профиль, что позволяет за один оборот кулачковых валов совершать два цикла по завертке сахара.
Технологический процесс завертывания на машине ПЗР заключается в следующем. Куски сахара-рафинада загружаются в бункер 1 питателя, откуда вибролотком 2 подаются в вибрационный ориентатор 3. Ориентатор снабжен внутренним спиральным лотком, по которому снизу вверх перемещаются куски сахара (и одновременно ориентируются, а битые куски отбраковываются) под действием вертикальных и горизонтальных колебаний, сдвинутых по фазе относительно друг друга. Ориентированные куски сахара 4 сплошным потоком конвейером 5 подаются на завертку. Конвейер приводится в движение цепной передачей 23. Сталкивателем 6 (который приводится в движение кулачком 10) сахар по два куска перемещается с конвейером 5 на стол 48 нижнего пуансона (который приводится в движение кулачком 43).
Подготовленные к завертке куски сахара, находящиеся на столе нижнего пуансона, накрываются комплектом оберточного материала 26, который подается щипцами 27. Щипцы захватывают лист подпергамента, который отрезается ножницами 28 (приводятся в движение кулачком 17) от ленты, разматываемой из бобины 32, и этикетку в движение, отделяемую от стопки 30, затем перемещаются с остановкой к нижнему пуансону. При остановке на правую кромку этикетки с нижней стороны механизмом 47 (который приводится в движение кулачком 41) наносится в трех точках поливинилацетатный клей.
Отделение этикеток от стопки осуществляется пластинчатым вакуум-захватом 29, управляемым кулачком 34, а вакуум создается вакуум-насосом 40, поршень которого приводится в движение кулачком 39.
Возвратно-поступательное движение щипцам сообщается кулачком 33, открывание и закрывание их осуществляется кулачком 31.
После совмещения комплекта оберточного материала с кусками сахара на столе нижнего пуансона сверху опускается верхний пуансон 13 (который приводится в движение кулачком 25) в виде прижимов, которые прижимают сахар с оберткой к столу 48 нижнего пуансона. При совместном движении стола нижнего пуансона и прижима верхнего пуансона вверх сахар с оберточными материалами вводится в заверточную камеру 7, на боковых стенках которой имеются подгибатели обертки. В заверточной камере осуществляется первоначальная «завертка сахара» в пакет, открытый снизу.
При дальнейшем перемещении прижимы верхнего пуансона, направляемые копиром 14, выводятся из заверточной камеры через прорези в ее левой стенке. Стол же нижнего пуансона, перемещаясь дальше вверх, подает полузавернутый сахар в зону действия механизмов окончательного завертывания и останавливается на уровне стола 45 приемного устройства. Сахар с оберткой прижимается механизмом 24 к выступу стола 45, а стол 48 нижнего пуансона и прижимы верхнего пуансона 13 возвращаются в исходное положение.
Подворачивание подпергамента по торцам пакета осуществляется подгибателями 12 и 16, которые приводятся в движение кулачками 36 и 35. Продольная левая сторона обертки и этикетки загибается подгибателем 15, который приводится в движение кулачком 8. Толкателем 49 (приводимым в движение от кулачка 11) пакет сахара сдвигается на стол 45 приемного устройства с нагревательными элементами. При трении о кромку стола загибается правая продольная сторона обертки и этикетки.
Пакетик с сахаром 46, проталкиваемый толкателем 49 и поступающими новыми пакетами, перемещается в приемном устройстве с прижимной крышкой 44 и обогревается снизу, при этом клей подсыхает, и склеенный шов пакета закрепляется. В торговую тару завернутый сахар поступает по наклонному лотку, снабженному счетным устройством.
Машина оборудована системой блокировки и автоматики и допускает работу в двух режимах управления: ручном и автоматическом. При автоматическом режиме включается система автоматического регулирования производительности питателя, которая с помощью двух бесконтактных датчиков и соответствующих электрических устройств обеспечивает бесперебойную подачу сориентированных кусков сахара в соответствии с тактом работы автомата. Ручной режим управления применяется при наладке машины.
Для ориентации питателя применен специальный (эллиптический) закон круговых колебаний ориентирующих поверхностей – спирального лотка и чаши. Это достигнуто за счет применения раздельных приводных электромагнитов: двух – для горизонтальной составляющей колебаний и одного – для вертикальной составляющей. Благодаря эллиптическому закону колебаний ориентирующих поверхностей удалось достичь больших скоростей (до 40 м/мин) перемещения и ориентирования кусков сахара, что позволило применить однопоточный питатель. В аналогичных заверточных машинах применяются более громоздкие двух- и трехпоточные вибрационные питатели, так как в них используется обычный гармонический закон колебаний ориентирующих поверхностей.
Машина У-5 для группового завертывания печенья и вафель также относится к однопозиционным машинам. Она предназначена для завертывания печенья и вафель квадратной формы в пачки массой 50 г в конверт из пергамента с оклейкой бандеролью красочной флатовой этикеткой из писчей бумаги.
Машина (рис. 28.9, а) состоит из следующих основных узлов: станины с приводом 3, питателя шахтного типа для изделий 2, питателя для рулонного оберточного материала 1, группы механизмов 7 подготовки и подачи оберточного материала к изделию, заверточной камеры 6, отводящего конвейера 5 с прижимом и подогревателем 4.
Технологический процесс завертывания на машине выполняется в такой последовательности (рис. 28.9, б). Печенье укладывается штабелем в вертикальную шахту питателя 4. Выталкиватель 3, совершающий возвратно-поступательное движение в горизонтальной плоскости, выдвигает из шахты пять изделий и подает их на подъемный столик заверточной камеры 5. При этом контрольный валик следит за высотой перемещаемой стопки печенья и предотвращает поломку печенья.
Одновременно со стопкой печенья в зону заверточной камеры подается оберточный материал. Подвертка (рулонный оберточный материал) 1 разматывается с рулона приводными управляемыми роликами. Флатовая этикетка, запас которой находится в магазине, отделяется от стопки вакуумным присосом, отгибающим угол нижней этикетки, и подсекателем, зуб которого входит в образовавшуюся щель, отсекая нижнюю этикетку. Подающие щипцы 7, движущиеся возвратно-поступательно, захватывают подвертку вместе с этикеткой и протаскивают их на нужную длину. Когда упаковочный материал продвинут на необходимую длину, рулонный материал отрезается смыкающимися лезвиями ножниц. Затем обертка передвигается дальше и располагается над стопкой изделий, поданных на завертывание. Во время перемещения обертки клеевой аппарат 2 наносит на нижнюю сторону этикетки в нужном месте полоску клея, а специальный механизм проставляет на обертке дату упаковки.
Машина снабжена блокирующим приспособлением, прекращающим подачу обертки, если в зону механизмов завертывания не поступило изделие. Затем изделие и обертка, зажатые между подъемным столиком 6 и верхним прижимом 12, поднимаются вверх.
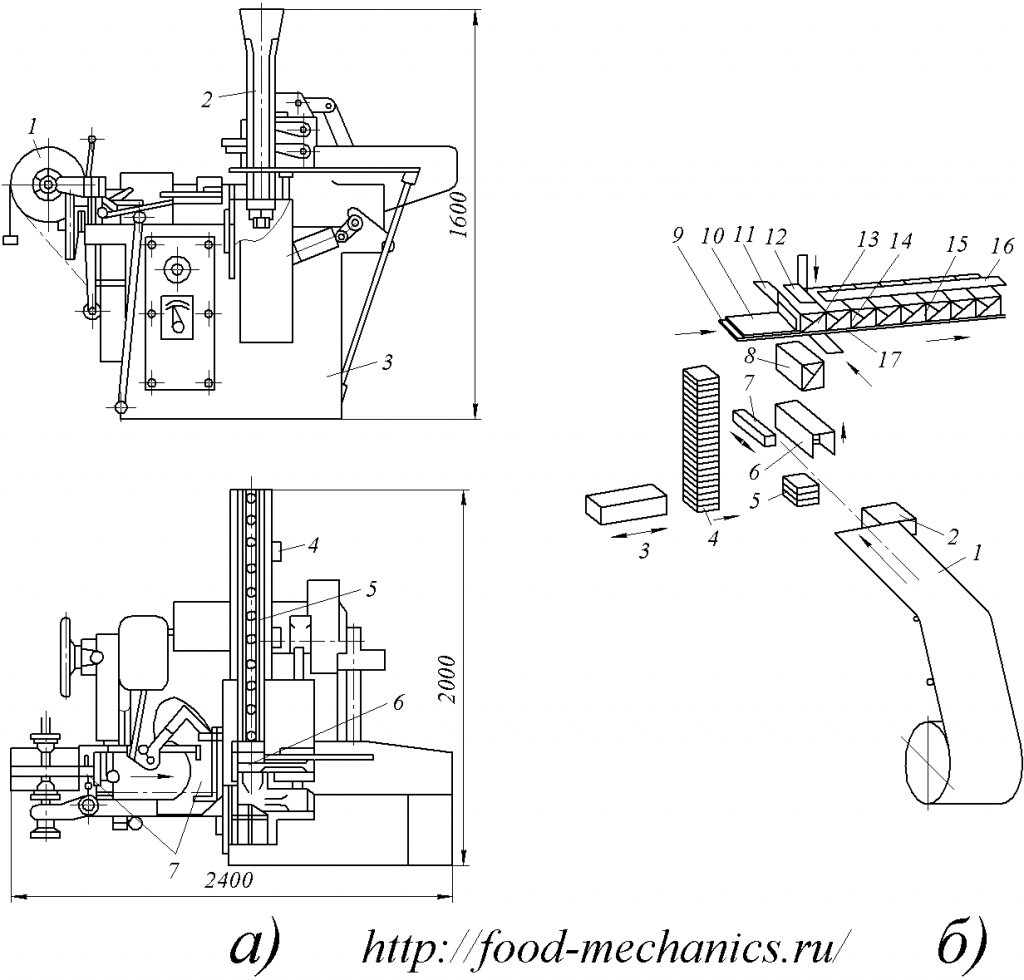
Рис. 28.9. Машина У-5 для группового завертывания печенья и вафель: а – общий вид; б – технологическая схема завертывания
При перемещении изделия с упаковочным материалом через заверточную рамку-шахту оно с помощью системы копиров обертывается упаковочным материалом с пяти сторон 8. Когда нижняя плоскость стопки печенья встанет вровень с поверхностью выводного конвейера 13, торцевые подгибатели 11, двигаясь навстречу друг другу, подвертывают с торцов оберточный материал. Заднюю по ходу движения изделия кромку оберточного материала подгибает под пачку задний подгибатель 9, а переднюю кромку – неподвижная площадка 17 при смещении пачки выталкивателем 10 на отводящий конвейер. При последнем перемещении происходит склеивание концов красочной этикетки на нижней плоскости пачки печенья 14. Завернутые пачки печенья движутся по отводящему конвейеру 15 за счет подпора, создаваемого заворачиваемыми пачками. Для лучшей фиксации клеевого шва на этикетке специальной направляющей 16 пачки прижимаются к поверхности конвейера, которая снизу снабжена нагревателем. Завернутые пачки печенья или вафель выходят на наклонный лоток, откуда их снимают и укладывают в торговую тару.
В табл. 28.1 показана техническая характеристика некоторых однопозиционных заверточных машин. Машина У-460 предназначена для завертывания шоколадных плиток, машина К-467 – для печенья квадратной или прямоугольной формы в пачки.
Таблица 28.1. Техническая характеристика однопозиционных заверточных машин
| Показатель | У-460 | ПЗР | К-467 | У-5 |
| Производительность, шт/мин | 135…155 | 160 | 60 | 100 |
| Размеры изделий, мм: | ||||
| длина | 90…140 | 60 | 124 | 58 |
| ширина | 30…65 | 22 | 56 | 58 |
| высота | 6…16 | 10 | 30…32 | 35 |
| Установленная мощность, кВт | 1,0 | 1,3 | 1,6 | 0,4 |
| Габаритные размеры, мм | 3040´1980´1300 | 1730´1820´1500 | 3100´2500´1730 | 2400´2000´1600 |
| Масса, кг | 1015 | 770 | 2100 | 600 |
Машина 3КЦА с вертикальным ротором для завертывания конфет является многопозиционной машиной и предназначена для завертывания конфет вперекрутку (рис.28.10, а). Она состоит из станины 1, конвейерного питателя 10, механизмов: щетки 8 , разматывания обертки 6, подачи и отрезки обертки 14, заверточного ротора 15, блокировки подачи обертки 7; а также щупа 13, светильника 12 с фотосопротивлением, защелок 2, лотка 3, поддона 4, счетчика 16 количества завернутых конфет, тормоза 5, пульта управления 11, электрощита 9, устройства 17 для ручного проворота автомата.
Питатель представляет собой вертикально расположенный каркас, на котором смонтированы боковые направляющие, толкатель, конвейерная лента с приводным и ведомым натяжными роликами, фотоэлектрический датчик переполнения питателя конфетами, а также механизм щупа контроля конфет и механизм щетки для их укладки. Питатель крепится к боковинам механизма завертывания.
В механизм разматывания обертки, расположенный на траверсе, входят пара крестовин, между которыми устанавливается рулон этикетки, пара крестовин для рулона подвертки и две конусные втулки, фиксирующие рулон фольги. Для центрирования рулона упаковочного материала относительно заверточного ротора каждая пара крестовин и конусные втулки установлены с возможностью перемещения в осевом направлении специальным винтом. На втулке имеется тормозной диск, который растормаживается оберткой, разматываемой подающими роликами механизма подачи и резания обертки.
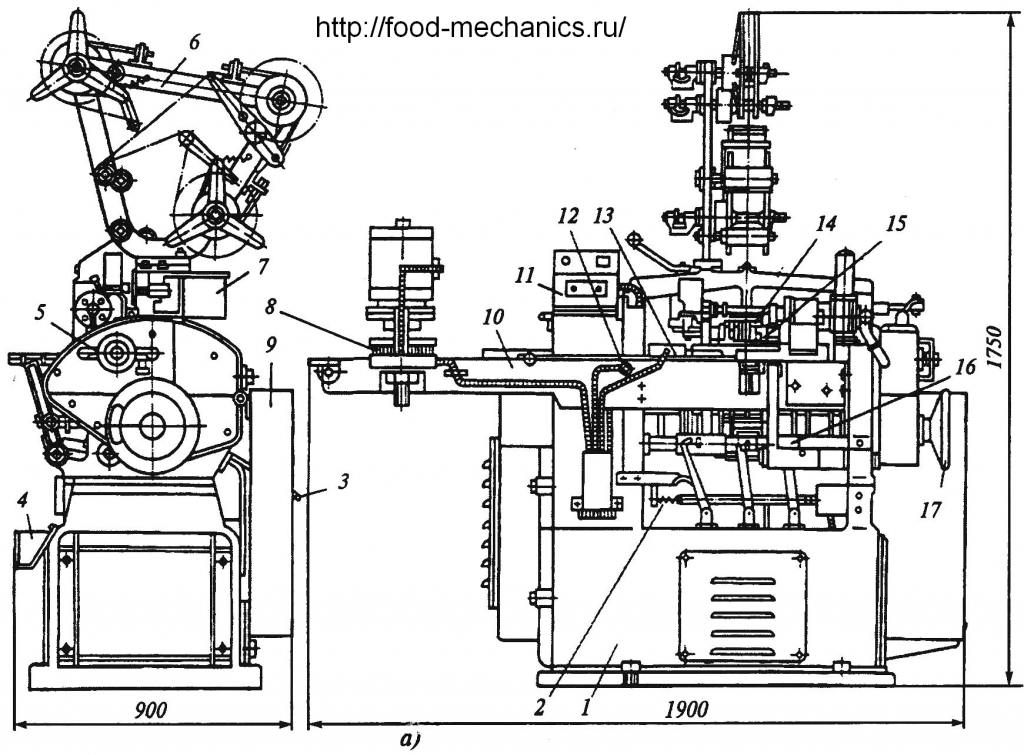
Рис. 28.10. Машина 3КЦА для завертывания конфет: а – общий вид; б – технологическая схема; I, II, III, IV, V, VI – последовательность завертки в роторе соответственно: резка этикетки, покрытие этикеткой боковых сторон конфеты, подгибание нижнего края этикетки, закручивание концов этикетки, выталкивание завернутой конфеты из ротора
Рис. 28.10. (Продолжение)
Механизм подачи и резания обертки размещен на вертикальной оси-рейке, укрепленной в приливе правой боковины механизма завертывания. В рабочем положении корпус механизма прижат специальным зажимом к траверсе, связывающей боковины механизма завертки. При отпущенном зажиме механизм можно поднять по рейке, поворачивая ручку реечной шестерни, и отвести его в сторону на 90°. Для согласования работы механизма подачи и резания обертки и других механизмов на шестернях (z = 28), которые выводятся из зацепления при подъеме механизма, имеются специальные метки; по ним механизм устанавливают в рабочее положение. Для удобства заправки обертки передний приводной ролик откидывается в сторону.
Механизм завертывания смонтирован на двух – правой и левой боковинах, закрепленных на обработанных плоскостях станины. Сверху боковины связаны между собой траверсой. Механизм завертывания включает в себя главный вал с исполнительными механизмами, заверточный ротор с шестью парами зажимных лапок и кулачком управления лапками, вал ротора, две пары закруточных щипцов и вал привода их, неподвижный щиток, передачи привода механизмов питателя конфет и механизмов подачи и резки обертки.
Все механизмы машины получают движение от электродвигателя. Через систему ременных и зубчатых передач осуществляются движения валов и кулачковых механизмов, связанных системой рычагов с рабочими органами машины.
Технологический процесс завертывания конфет показан на рис. 28.10, б. Конфета сдвигается с конвейера питателя толкателем 10 в ротор завертки машины. Подачу упаковочного материала 3 из рулонов выполняют непрерывно вращающиеся ролики 4, проталкивающие материал между ножами 5 и 6 перед конфетой. Обертка отрезается равномерно вращающимся ножом 6 на неподвижном противолезвии ножа 5. Обертка 7 отрезается ножом 6 в тот момент, когда к ней подходит конфета, передвигаемая с конвейера питателя толкателем 10. В этот момент к обертке со стороны толкателя подходит рамка прижима обертки 8, а с противоположной стороны – подвижные прижимы направляющей рамки 9. Конфета и обертка оказываются зафиксированными между толкателем, рамкой прижима обертки и подвижными прижимами направляющей рамки. Затем конфета с оберткой вводится в раскрытые лапки 1 и 2 ротора. Так как конфета вводится горизонтально, то она передвигается по нижней лапке 2 ротора, связанной с ним жестко. При этом открывается только верхняя лапка 1 и обертка покрывает боковые стороны конфеты. Лапки ротора смыкаются, захватывая конфету и обертку, а толкатель, рамка прижима обертки и подвижные прижимы отходят в исходные положения. Подвижный толкатель 12 подворачивает на бок конфеты нижнюю (по ходу движения ротора) створку 11 обертки, после чего ротор поворачивается на одну позицию, и неподвижный подгибатель 14 подворачивает верхнюю створку 13 обертки. Ротор периодически поворачивается на 60°. Конфета в трубке обертки далее перемещается зажимными лапками 1 и 2 ротора до верхней позиции, где две пары непрерывно вращающихся закруточных щипцов 15 и 16 захватывают концы обертки и, вращаясь вместе с ними, закручивают их. Во избежание отрыва концов обертки закруточные щипцы при этом передвигаются по направлению к конфете. Завернутая конфета на одной из последующих позиций выталкивается из раскрытых зажимных лапок ротора выталкивателем 18 на разгрузочный лоток 17.
Машина ЕФ с горизонтальным ротором для завертывания конфет и карамели также является многопозиционной машиной. Предназначена для завертывания карамели и конфет различной формы и размеров, для чего она комплектуется сменными форматными деталями. Изделия завертывают в три обертки: подвертку и фольгу, подаваемые с рулонов, и флатовую красочную этикетку из писчей бумаги, подаваемую из кассеты.
Машина (рис. 28.11) смонтирована на общей плите, установленной на стойках. Все основные механизмы машины получают движение от укрепленных на валах кулачков через рычаги и тяги.
Технологический процесс завертывания конфет выполняется следующим образом. Изделия с приемного стола 1 вручную раскладывают в ячейки периодически вращающегося питающего диска 2, который подает их к нижнему пуансону 3. Одновременно к изделию подается оберточный материал. Механизм подачи обертки 6 разматывает подвертку и фольгу, а флатовые красочные этикетки, уложенные в кассету 5, подаются по одной штуке с помощью присосного механизма и отделяющей пластины 8.
Первые щипцы 4, передвигаясь, захватывают этикетку, фольгу и подвертку. На пути их движения расположены усики, удлиняющие путь прохождения этикетки, поэтому отрезанные ножницами 7 фольга и подвертка короче флатовой этикетки.
Первые щипцы 4 передают оберточный материал вторым щипцам 14, которые переносят его к изделию. В этот момент нижний пуансон 3 поднимается и выталкивает изделие из ячейки питающего диска 2. Верхний пуансон 19 опускается и прижимает оберточный материал к изделию. Зажатое между двумя пуансонами изделие с оберткой подается в захваты периодически вращающегося заверточного ротора 10.
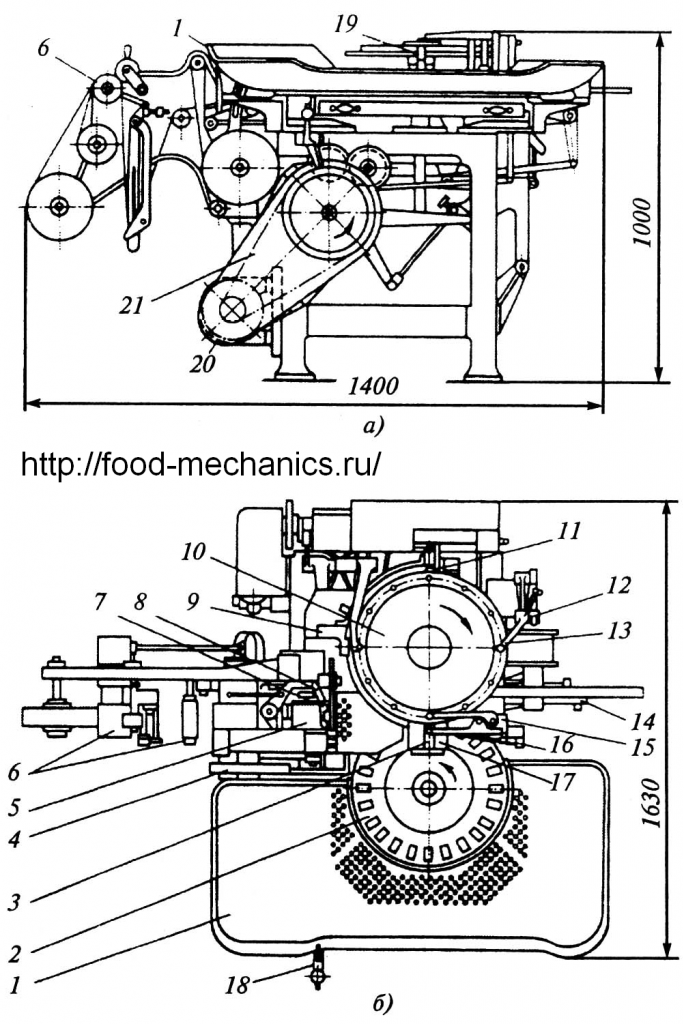
Рис. 28.11. Машина ЕФ для завертывания конфет и карамели
При приеме изделия с оберткой захваты горизонтального ротора 10 раскрываются рычагом 15, а затем закрываются, верхний пуансон 19 поднимается, нижний 3 опускается, а подвижной подгибатель 17 подгибает внутреннюю полочку этикетки.
В процессе вращения ротора 10 наружная полочка этикетки закрывается, и из обертки образуется трубка вокруг изделия. Далее изделие подводится ротором к загибочному устройству 9, где концы этикетки заделываются в виде носка, после чего оно проходит через прижим 11, проглаживается, затем захваты ротора открываются механизмом 13 и выбрасыватель 12 выталкивает завернутое изделие из захватов ротора на разгрузочный лоток.
При отсутствии изделия в ячейке питающего диска контрольное приспособление 16, опускаясь, приводит в движение выключающий рычажок, который препятствует закрытию щипцов; щипцы в этом случае не захватывают обертку и механизмы машины срабатывают вхолостую. Муфта 18 служит для отключения машины без остановки электродвигателя 20. Ременная передача 21 закрыта ограждением.
В табл. 28.2 представлена техническая характеристика машин с многопозиционным заверточным ротором. Машина МЗИ-1 предназначена для завертывания ириса и карамели, машина ЕУ-4 – карамели, ЕУ-7 – конфет. Все эти машины выполнены с вертикальным операционным ротором.
Таблица 28.2. Техническая характеристика машин с многопозиционным заверточным ротором
| Показатель | МЗИ-1 | ЗКЦА | ЕУ-4 | ЕУ-7 | ЕФ-2 |
| Производительность, шт/мин | 510…595 | До 220 | До 300 | До 450 | 60…120 |
| Размеры изделий, мм: | |||||
| длина | 24…25 | 38…40 | 30…38 | 38…40 | 42…50 |
| ширина | 12 | 20 | 15…17 | 14…20 | 22…29 |
| высота | 10…10,5 | 14…16 | 11…14 | 14…16 | 14…16 |
| Установленная мощность, кВт | 3,2 | 1,22 | 0,75 | 3,0 | 0,8 |
| Габаритные размеры, мм: | |||||
| длина | 1500 | 1900 | 1600 | 2100 | 1400 |
| ширина | 800 | 900 | 1450 | 1450 | 1630 |
| высота | 1320 | 1750 | 1300 | 2260 | 1000 |
| Масса, кг | 1200 | 610 | 900 | 1070 | 550 |
Машина КЗЭ для завертывания брикетов пищеконцентрата относится к машинам с путевыми подгибателями. Она предназначена для завертывания пищеконцентратов (киселей, каш и т.п.) предварительно отформованных в виде брикетов прямоугольной формы, имеющих твердую структуру.
Машина (рис. 28.12, а) включает станину 1, на которой размещены электропривод 2; механизмы для подачи и перемещения брикетов 3, 11; механизмы для подачи и перемещения упаковочных материалов 5, 9; устройства для завертывания изделий 7, 10 и оформления упаковок 6, 14.
В состав привода 2 входят электродвигатель, редуктор, соединенный с главным валом 18, установленным на подшипниках, а также электрооборудование. Для подачи и перемещения брикетов машина снабжена подающим конвейером 3, приемными столами 4, цепным конвейером 11 с толкателями, блокирующим устройством (для контроля наличия брикета на конвейере), устройством 13 передачи брикета на опрокидыватель механизма 12 переориентации брикета по вертикали на 90° и сборника 15 завернутых брикетов.
Механизм 5 подачи обертки (подвертки) из рулона включает в себя рулонодержатель с барабаном, прижимные ролики 6 и режущее устройство 17. Механизм 9 подачи наружных этикеток состоит из магазина для этикеток, вакуумного устройства с вакуум-захватами для отделения этикеток по одной от стопки этикеток, направляющих и подающих роликов, а также блокирующего устройства 8 для контроля наличия этикеток в магазине.
Рис. 28.12. Машина КЗЭ для завертывания брикетов пищеконцентратов: а – общий вид; б – технологическая схема
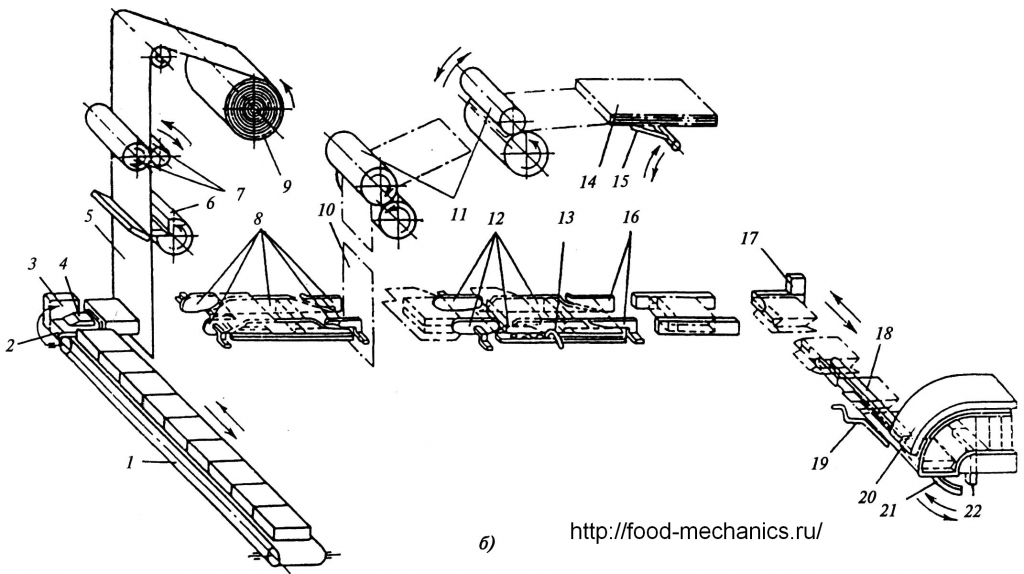
Рис. 28.12. (Продолжение)
Устройства для завертывания изделий включают путевые подгибатели 7 верхних и нижних боковых клапанов внутренней обертки, путевые подгибатели 10 верхних и нижних боковых клапанов наружной этикетки и путевые подгибатели нижнего и верхнего торцевых клапанов. Для оформления завернутых изделий предусмотрены механизмы нанесения клея 16 на поверхности клапанов, нагреватели для подсушивания заклеенного торцевого клапана и устройство 14 для маркирования упаковок.
Технологический процесс завертывания брикетов заключается в следующем. Подающий конвейер 1 машины (рис. 28.12, б) загружается брикетами через наклонный лоток (на рисунке не показан). Конвейером брикеты передаются на приемный стол 2 до упора 3. Для создания зазора между брикетом, поданным до упора, и последующим брикетом конвейер совершает возвратно-поступательное движение. При движении конвейера вперед передний брикет досылается до упора приемного стола; при возвратном движении конвейера последующий брикет отводится от переднего на необходимую величину. Контроль наличия брикетов на конвейере осуществляется механизмом контроля. При отсутствии брикетов на конвейере механизмом контроля брикетов блокируется работа автомата.
Толкателями 4 непрерывно движущегося цепного конвейера брикеты, поданные до упора, захватываются и передвигаются по приемному столу к устройству подачи подвертки из рулона. Приводными роликами 7 устройства из рулона 9 разматывается определенной длины лента (шириной 125 мм) упаковочного материала и подается по вертикальной направляющей симметрично боковым граням брикета и перпендикулярно к ним. К моменту подхода брикета к разматываемой ленте упаковочного материала от ленты отрезается вращающимся ножом 6 механизма разрезания определенной длины (230 мм) заготовка подвертки 5. При дальнейшем перемещении брикет захватывает заготовку подвертки и вместе с ней передается в первое устройство завертывания. В нем с помощью подгибателей 8 обертка огибает брикет с пяти сторон: переднего (по ходу движения брикета) торца, верхней, нижней и двух боковых поверхностей. Задний торец брикета остается не закрытым. В таком виде брикет подается во второе устройство завертывания в наружный слой обертки (этикетку) вместе с этикеткой 10.
Этикетка (размер 125´125 и 130´243 мм) с помощью вакуумных захватов 15 отделяется от стопки этикеток 14 и системой направляющих и подающих роликов 11 перемещается по направляющим симметрично оси брикета и перпендикулярно к нему.
В устройстве завертывания в наружный слой обертки с помощью подгибателей 12 закрывается передний торец, верхняя и нижняя поверхности брикета, складываются нижние боковые клапаны. Верхние боковые клапаны остаются раскрытыми. Механизмом нанесения клея 13 наносится клей на внутренние боковые стороны верхних клапанов. При дальнейшем передвижении брикетов с помощью подгибателей 16 происходит подгибание верхних боковых клапанов. После выхода из устройства завертывания в наружный слой брикет толкателем 17 устройства передачи подается на опрокидыватель механизма переориентирования брикета. При этом перемещении подгибаются торцевые боковые и нижний торцевой клапаны направляющими 18 и наносится клей на внутреннюю сторону верхнего торцевого клапана механизмом нанесения клея 19. Опрокидыватель механизма переориентирования брикета 21 производит переориентировку брикета на 90°. В это же время заканчивается завертка брикета и передача его в сборник 20. В сборнике места склейки клапанов просушиваются нагревательным устройством. Снизу на упаковке устройством 22 проставляется маркировка. На этом цикл работы автомата по завертыванию брикета заканчивается.
Машина ВЗЕ для завертывания прессованных дрожжей также относится к машинам с путевыми подгибателями. Она предназначена для формования из дрожжевой массы влажностью 74…75 % брикетов массой 50 или 100 г и их завертывания в бумажную этикетку.
Машина (рис. 28.13, а) состоит из привода 10, конвейера 7, механизма резки пласта дрожжей, механизма 5 подачи бумаги, главного вала 9, механизма маркирования 4, механизма 11 сталкивания брикета, конвейера 3 отвода обрезков, механизма 6 калибрующего, щита электрооборудования 2, пульта управления 1.
Привод автомата состоит из электродвигателя, редуктора, вариатора, двух стоек и плиты. Редуктор и электродвигатель смонтированы друг над другом между стойками. Вариатор расположен на валу электродвигателя и проворачивается вместе с валом рычага, имеющим семь фиксированных положений. На быстроходном валу редуктора имеется предохранительная муфта.
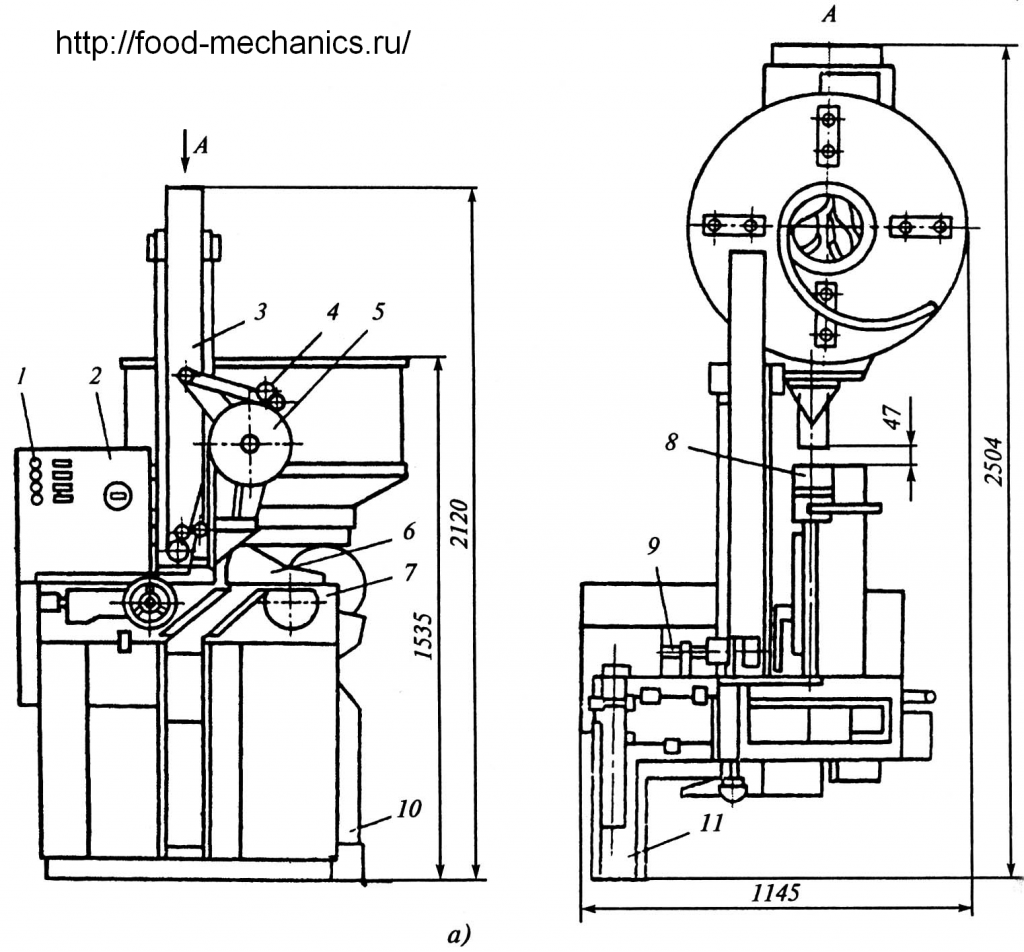
Рис. 28.13. Машины ВЗЕ для завертывания прессовых дрожжей: а – общий вид; б – технологическая схема
Конвейер предназначен для перемещения дрожжевого брикета от механизма калибровки к механизму сталкивания брикетов. При перемещении происходит калибрование брикетов по длине, обертывание их бумагой и частичное завертывание.
Конвейер состоит из литого чугунного корпуса, смонтированного на стойках привода. В корпусе монтируется цепь с поводками, с помощью которых перемещаются брикеты. Натяжение каждой ветви цепи осуществляется специальным устройством. Ведущий вал конвейера получает вращение через коническую передачу от главного вала.
Механизм резки дрожжей предназначен для предварительного резания пласта, поступающего из формовочного устройства, на брикеты длиной 105…110 мм по 100 г или длиной 55…60 мм по 50 г и для доставки брикета на плиту конвейера к калибрующему механизму. Отформованный пласт режется механизмом ножа. Брикет перемещается конвейерной лентой и механизмом толкателя.
Механизм калибрующий предназначен для калибрования размера брикета по длине: 94 мм – для изделий по 100 г и 47 мм – для изделий 50 г. Механизм состоит из рычага, валика и кронштейна и получает движение от кулачкового механизма.
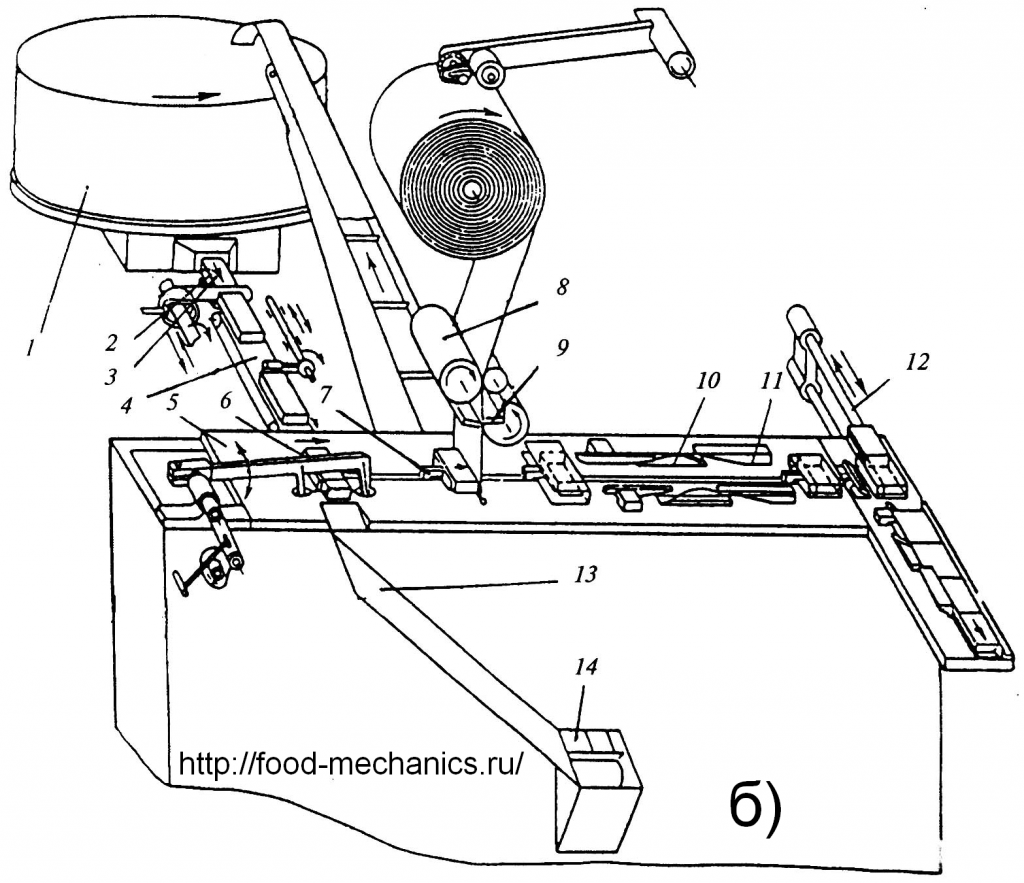
Рис. 28.13. (Продолжение)
Конвейер отвода обрезков подает отходы, полученные при калибровке брикетов, в загрузочный бункер формующего устройства. Конвейер состоит из основания, ведущего и ведомого барабанов, на которых натянута конвейерная лента с 24-мя поводками. Ведущий барабан приводится в движение цепной передачей от тихоходного вала редуктора.
Механизм подачи бумаги предназначен для питания машины упаковочным материалом. Упаковочный материал подается ведущим барабаном и прижимным роликом, а отрезается вращающимся и неподвижным ножами. Механизм кронштейнами крепится к корпусу конвейера и может откидываться на угол, который регулируется.
Для завертывания брикетов используется бумага этикеточная с двусторонней гладкостью, шириной 83 и 130 мм. Длина отрезаемой обертки 145 мм.
Главный вал передает вращательное движение ко всем механизмам машины (кроме конвейера отвода обрезков). От редуктора главный вал получает вращение через обгонную муфту, которая позволяет осуществлять поворот машины вручную. Движение механизму подачи бумаги, конвейеру и механизму сталкивания брикетов передается через однооборотную муфту, с помощью которой можно осуществлять проворот машины вручную. Однооборотная муфта имеет механизм управления. При пуске машины и при получении неравномерного дрожжевого пласта с помощью муфты можно отключить указанные механизмы. В этом случае пласт в виде некалиброванных брикетов попадает в бункер конвейера отвода обрезков. Однооборотная муфта обеспечивает включение механизмов в цикл работы машины.
Механизм маркирования предназначен для нанесения на упаковку информационных данных и представляет собой рычаг, на котором крепятся ролик с краской и печатный ролик.
Механизм сталкивания брикетов завершает процесс завертывания брикета, производит его подклейку и обжим. Брикет перемещается по плите колодкой, снабженной устройством, которое подгибает клапан. Подклейка верхнего клапана этикетки осуществляется дрожжевым молоком, которое наносится диском, приводимым в движение верхним клапаном этикетки. После подклейки клапан загибается, и брикет поступает на обжим.
Технологический процесс завертывания брикетов выполняется в такой последовательности. При работе машины (рис. 28.13, б) формирующим устройством 1 выпрессовывается пласт дрожжевой массы 2, который через направляющие ролики подается на каретку режущего механизма 3, где отрезается брикет. Далее брикет конвейерной лента 4 и толкателем передается на стол 5, в продольной щели которого перемещаются поводки 7. Они закреплены на цепном конвейере, размещенном под столом 5.
Брикет захватывается одним из поводков 7 и одновременно с перемещением происходит его калибрование по длине с помощью калибрующего механизма 6. Обрезки брикета по наклонному лотку 13 попадают на ленту конвейера 14 и доставляются в приемный бункер формующего устройства 1.
Далее калиброванный брикет перемещается поводком 7 в зону завертывания. Упаковочный материал подается валковым питателем 8 через поперечную щель в столе 5. Обертка соприкасается с брикетом и при его дальнейшем движении огибает изделие с трех сторон и отрезается вращающимся ножом 9. Механизм снабжен датчиком наличия упаковочного материала. Затем брикет проходит между нижним 10 и верхним 11 подгибателями, которые осуществляют частичную завертку изделия.
На завершающей стадии завертывания брикет поступает на плиту механизма 12 сталкивания брикетов. Здесь он прижимается крышкой, что обеспечивает остановку брикета во время отхода поводка, а затем подхватывается колодкой и проталкивается ею на выход.
Во время перемещения брикета колодкой происходит подгибание клапанов, нанесение клея на верхний клапан, загибание клапана и обжим брикета. Завернутые брикеты прессованных дрожжей передаются на упаковку в торговую тару.
В табл. 28.3 представлены технические характеристики заверточных машин с путевыми подгибателями. Машина ВРУ предназначена для завертывания брусков прессованных дрожжей массой 1 кг.
Таблица 28.3. Техническая характеристика заверточных машин с
путевыми подгибателями
| Показатель | КЗЭ | ВЗЕ | ВРУ |
| Производительность, шт/мин | 50…70 | 80…90 | 40 |
| Размеры изделий, мм: | |||
| длина | 75 | 47/94 | 148 |
| ширина | 75 | 47 | 80 |
| высота | 25 | 22 | 80 |
| Установленная мощность, кВт | 0,55 | 4,6 | 2,8 |
| Габаритные размеры, мм: | Без формующего устройства |
||
| длина | 1860 | 1055 | 2084 |
| ширина | 1275 | 1225 | 2690 |
| высота | 1480 | 2120 | 1677 |
| Масса, кг | 500 | 432 | 1740 |
Свежие комментарии